Check First
Inspect the belt for unusual conditions or wear damages before start-up.
Inspect and make sure the catenary sag of the belt bottom is in proper position.
If the conveyor adopt the tension adjustment, check it and make sure the belt tension is not excessive tighten. Do not exceed the strength that the belt can endure, except for the pushed type conveyor.
Check all supporting rollers and make sure they are in good rotating condition.
Check the drive/idler sprocket for excessive wear damage
Check the jointing position between sprockets and the belt for removing all objects which were sticking inside.
Check all wearstrips and hold down rails for any unusual or excessive wear damages.
Check both of drive and idler shafts, and make sure they are integrated with the conveyor belt.
Check all positions that were required to be lubricated and make sure they are in normal conditions.
Check all positions that were required to be cleaned of the conveyor system.
Cleaning Significance
When cleaning the belt, it is necessary to avoid using the detergent that contains corrosive ingredients.
Although it is effective and useful to use the detergent for washing out the dirt; however, it also may influence the plastic material of the belt and even shorten the using lifespan of belt.
HONGSBELTconveyor belt serial products are basically designed with easy cleaning and drainage features; therefore, it is the most proper way to clean belts by high pressure water or compressed air.
Besides, it is necessary to clean the dirt and other shatter objects from the bottom or inner part of the conveyor. Please make sure the machine is shutting the power off to avoid any injury possibility. In some applications for food manufacturing, there are some soggy flours, syrup or other residual objects dropping into the conveyor system and resulting in the pollution of the conveyor.
Some pollutants such as dust, gravel, sand or cullet may also affect the conveyor system to encounter with serious troubles. Therefore, the routine or periodical cleaning for the conveyor system is the essential job to keep the equipment in normal conditions.
Maintenance
The routine or periodical examination of conveyor is mainly to prevent some unusual troubles, and help you to maintain the conveyor before the failure situations occur. Generally, users could check the wear condition by visual inspection, and decide if it is necessary to proceed with any maintenance or replacement or not. Please refer to Trouble Shooting in left menu for maintenance and replacement purpose.
The conveyor belt has a certain lifespan under regular using; the warranty for HONGSBELT conveyor belts is 12 month. After using for a long time, the belt will be worn out, deflected because of overloading, or enlarged the spacing. For every reason was mentioned above will result in the wrong engagement between the belt and sprockets. It is necessary to maintain or replace the belt at that time.
During the conveyor operating, the conveyor belt, wearstrips and sprockets will wear spontaneously. If there are any abrasion situation of the conveyor belt, we recommend to replace with new belt accessories, in order to keep conveyor operate in normal conditions.
Generally, when the conveyor needs to replace with the new belt, the wearstrips and sprockets are strongly recommend to renew at the same time. If we neglect either of them, it may increase the attrition damage of the belt and shorten the lifespan of the belt and accessories.
Mostly HONGSBELT conveyor belt only needs to replace new belt modules with the damage position, it does not need to change the entire belt. Just disassemble the damaged part of the belt, and replace with new modules, and then the conveyor can be back to operation easily.
Safety & Warning
When the conveyor belt is operating, there are several hazardous positions that operators, users and maintenance staffs have to pay attention on. Especially the driven section of the conveyor, it may clamp in or harm human body; therefore, everybody must have the proper training and education of conveyor operating in advance. It is also necessary to label out the dangerous warnings and indication on the hazard position with special color or warning signs, in order to prevent an accidental risk occur during conveyor operating.
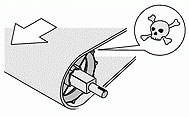
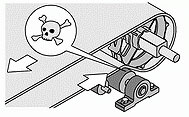
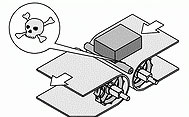
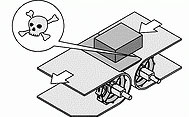
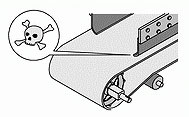
Indication of Hazardous Position
▼ The position that drive sprocket engaged with belt.
▼ The position that return way roller contact with belt.
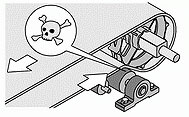
▼ The position that Idler sprocket engaged with belt.
▼ Gap of the transfer position between conveyors.
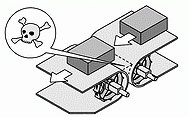
▼ The interval between conveyors with a transfer roller.
▼ The interval between conveyors with a dead plate.
▼ The position that the belt contacted with side prevention.
▼ The backbend Radius position in carry way.
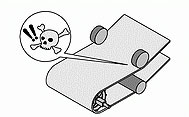
▼ The backbend radius position in return way.
▼ The position that belt edge contacted with the frame.
Belt Breaks
| Reason | Solving Method |
| Power failure during carry large quantity of products, while power back on, the conveyor will rapid start with full loading, the strong pull stress of tension cause conveyor belt breaks apart. | Remove carry products from belt and replace the new modules at the broken area, then start-up the system again. |
| Obstructions are founded between the conveyor frame and belt, such as loosening screw or spacers of supporting wearstrips. These may cause the situation of overloading and damage the conveyor belt. | Eliminate obstructions and adjust the contact gap between conveyor frame and the belt. |
| Backbend radius position was stuck by foreign objects in the gap between plastic belt modules. | Please refer to Backbend Radius in Incline or Decline Design Chapter. |
| Deviation of belt running cause the destructiveness obstruction, such as an abnormal impact or contact with fasten screws on machine frame. | Check of the machine frame completely , and survey any abnormal slacken condition , especially on those fasten screws. |
| Rodlets fall off from the locking hole, led the hinge rods come out from the conveyor belt edge and jammed the inside frame of machine body. | Replace the damaged conveyor belt modules, hinge rods and locking rodlets. and check all abnormal condition carefully. |
| The backbend radius angle is too narrow that result in damage due to compressing obstruction. | Please refer to Backbend Radius in Incline or Decline Design Chapter |
Bad Engagement
Wear
| Reason | Solving Method |
| There is a angle deflection of the conveyor frame. | Adjust the structure of the conveyor. |
| Wearstrips do not install parallel with the conveyor frame. | Adjust the structure of the conveyor. |
| No appropriate spacing was reserved an for the belt width and side frame of the conveyor | Please refer to Basic Dimension in Design Specification chapter. |
| The environment of conveyor operation has great change of temperature in thermal expansion and contraction. | Please refer to Expansion Coefficient in Design Specification chapter. |
| Center sprocket does not accurate lock on the center position of drive / idler shaft of conveyor | Disassemble the sprocket from shaft and reset it on the accurate center position of the shaft. |
| The center straight line of conveyor belt does not properly engaged with the center sprocket. | Adjust the structure of the conveyor for the proper engagement. |
Unusual Sound
| Reason | Solving Method |
| The deformation of conveyor structure cause the sprocket hub incapable to have the proper engagement with the taper space under the surface of conveyor belt. | Adjust the drive / Idler shaft in 90 degree to the conveyor frame. |
| For the brand-new conveyor belt, there are some burrs remaining on plastic modules after injection forming. | This will not influence operating function of the belt, the burrs will disappear after operating for a long time . |
| Sprockets and the conveyor belt are excessive attrition or the belt itself excessive attrition. | Replace new sprockets or new conveyor belt. |
| The supporting position of conveyor belt does not adopt low friction coefficient material to manufacture supporting spacers. | Replace the supporting spacers which were made of the plastic material with low friction coefficient. |
| The conveyor frame has loosened. | Check the entire frame of the conveyor and fasten every single screw bolt . |
| Other objects stick in the joint gap of modules have been found. | Eliminate the other objects and clean the belt. |
| Due to the temperature variation, the conveyor belt has a great change in thermal expansion and contraction. | Please refer to Temperature Rang of Belt Materials and select the conveyor belt that is suitable to apply in the particular temperature range. |
Tremble
| Reason | Solving Method |
| The interval between return way rollers are excessive. | For adjusting a proper interval between rollers, please refer to Catenary Sag Table in Belt Length & Tension chapter. |
| Excessive curve of catenary sag in return way may cause the contact angle between the catenary sag position and return way rollers become precipitous. That would result in the pitch motion of the belt, and the idler sprocket can not absorb the return way tension smoothly. The belt will operate in trembly condition. | For adjusting a proper interval between rollers, please refer to Catenary Sag Table in InclLength & Tension chapter. |
| Improper joint of wearstrips and hold down rails would influence the operation of the belt. | Adjust or refit hold down rails. The rails in belt entrance require to be processed into invert triangle . |
| There is an excessive drop in the angle of the joint position between the drive / idler shaft and supporting position. | Please refer to Basic Dimension in Design Specification chapter. |
| The backbend radius of the belt does not follow the minimum radius limitation o design. | Please refer to Backbend Radius Ds in Incline or Decline Design chapter. |
| The diameter of the return way rollers or wearstrips is too small; it would result in the deformation of the wearstrips. | Please refer to Return Way Rollers in Return Way Support chapter. |
|
The return way tension of the belt is not totally match with the carry way tension of the belt . |
Adjust the tension properly, it may also either increase or reduce the length of the conveyor belt. |
| EASECON turning conveyor belt has excessive inside radius. | Adjust the conveyor belt tension properly as above- mention, or directly replace hold down rails with the material in low friction coefficient such as Teflon or Polyacetal. Using soap liquid or lubricant on the inside edge of hold down rails, upper wearstrips and lower level is also available. This method may be helpful to solve the problem. |
Surface scars
| Reason | Solving Method |
| Incautious cutting of the blade work left some deep scars on the belt surface. | Sandpaper the belt surface smooth. If the structure of the belt has serious damage, please replace the damaged position with new modules. |
IQF
| Reason | Solving Method |
| Faults operation in conveyor start-up of Individual quick frozen procedure, and belt modules are stuck by extreme cold temperature, would result in the strong tension when system start-up; it is excessive higher than the tensile strength that conveyor belt could endure. | Make sure the system start-up with correct procedure, and replace new modules at the broken area; then start the conveyor according to correct procedure. Please refer to Low Temperature in Support Method Chapter. |
| The belt length is too short, and it will be burst apart due to the thermal expansion and contraction. | Please refer to Expansion Coefficient in Design Specification Chapter, for calculating the accurate belt length that is required. |
| Wide contact area between wearstrips and the conveyor belt will cause of the ice piling up. | Select narrower wearstrips to reduce the contact area, please refer to Low Temperature in Support Method Chapter. |
| Great temperature variation of thermal expansion and contraction will result in the conveyor frame deform and twist. | During the fabrication of integral conveyor, the connection unit of lengthwise frame should keep at least 1.5 M of distance. |